
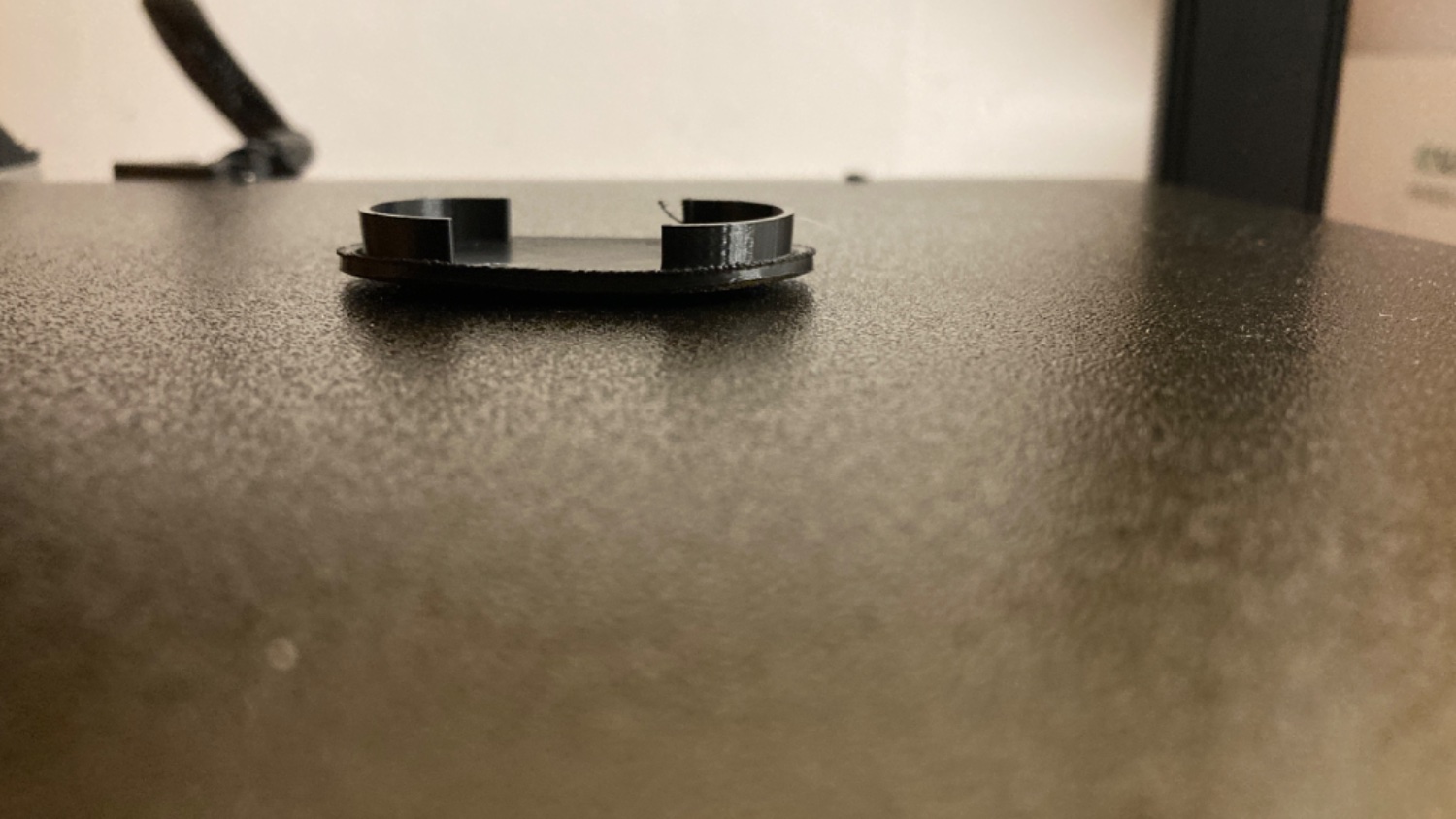
I am using the Creality ender 3 v3 SE with eSuns PLA+ in black. The recommended printing temperature is 205-220 and I am printing at 210. The bed is set to 65°. When I print somewhat flat parts. The edges warp off the plate, while the printer is running and the plate is still hot. Until a few days ago it worked perfectly and I don’t know what I am doing different.
It is always only the first few layers, and the print never moves, so that the printer would make spaghetti, its just the edges that lift of a few millimeters.
In order:
Dry your filament.
Wash the PEI sheet on the bed with soap and water. Let dry, reapply glue if you use it.
Verify your bed is actually hitting temp via an external thermocouple and that it’s thermistor isn’t taking a hike and overreporting temp.
It sounds like bed adhesion might have got worse, perhaps you have touched the print surface with your fingers while removing prints? You could try removing the plate and washing it with warm water and soap. Some people use IPA but if you do then you need to make sure you really wipe it clean before it evaporates, otherwise the dissolved fats will stay on the bed. If your bed has some kind of anti-stick coating I think there’s also a risk that you damage if you use stronger solvents.
As for warping in general it could be an indication that your flow rate is exceeding your melting capacity. If you have an all metal hotend you could try printing at higher temp, if not then try reducing print speed instead.
Wash your print surface with dish soap and water and dry with a paper towel or fresh towel. Avoid touching or contaminating the surface once clean and dry.
If that doesn’t work, get some magigoo
You can also increase bed temp and slow down the early layers. If those fail adhesive is the way to go. Definitely washing is the best first step though.
I find that it’s best to use 65C for the bed temperature for the first couple of layers, and then drop the temperature to 50C. If you’re using Cura, there should be an option to do that, but you’ll need to dig through the advanced settings to find it. Doing this has completely solved warping for me (Ender 3 Pro v1 with PLA filament). My understanding is that it works because the temperature differential between the top and bottom layers causes a pulling force that causes the warping that you see. I think it’s something about the expansion of the plastic due to heat - as the plastic cools down, it shrinks, which pulls the layer below it upward. The wider the base, the stronger the pulling force. And the more layers you add, the more the pulling force compounds, until eventually the print warps.
The solution is simple - minimize the temperature differential. You really only need it to be hot on the initial layer, for the print to stick properly. And afterward you only need to maintain a temp that’s just hot enough that the print doesn’t pop off. Hence, 65C initial, 50C for everything else afterward
Probably less relevant, but I also find that adhesion improves if you have the printer go at half speed for the first couple of layers. Again, there should be a setting in Cura, but it’s in the advanced settings
I find that I can just use these 2 modifications and everything just works. No need for glue. I just dust off the bed when it gets dusty but beyond that, I don’t mess with it. Actually, the adhesion is quite strong. Even after the bed has cooled to room temperature, I have to exert a bit of force to pull the print off the bed
This is correct, shrinking forces are fighting against bed ashesion. I use 60C and then drop it to 55 tho. On top of that you need clean bed and revisit first layer squish
You have a draft going through your room, I used to have same issue when my printer was beside a window. Less when I moved the printer to middle of the room and issue was gone when put the printer into a closet. With closed doors.
You can try lowering bed temperature to, the warm bed keeps lower layer pliable but the upper layers cool and contract pulling the more flexible layer up and away. So a cooler bed temp should make the bottom layers more ridgid.
A few days ago were you printing the same part or a different one? Has anything at all changed with your setup or slicing?
Things I would go after, in order:
- clean your bed. As others have said, use warm water and dish soap with a clean sponge (or just use your fingers). Dry with paper towel or air dry. Don’t use a towel
- what does the first layer on this print look like relative to your prior prints? Does it have less squish?
- add a brim and/or mouse ears
- protect against drafts by printing your part inside a draft shield
- enclosure! You could probably leave the top open. That’s how I print PETG in my Voron
I’m personally not a fan of glue or adhesion aids, but to each their own. I’ve had the magnetic build plate pulled up, along with the print, from my bed due to warping in the past, but the warping was due to printing a big part in too cold of an environment. Once I addressed that, my problem went away.
Try the other suggestions, but something that has helped me is putting a thin layer of glue stick on my bed - stops the corners curling on larger prints
Has your living space gotten cooler, or are you opening a window that you weren’t before, or have you started running AC or a fan near your printer? The ambient air temperature and especially drafts will affect the cooling rate of the plastic, which will contribute to shrinking. If you can, block the area around the printer and/or get an enclosure for it.
Are you cleaning your print bed regularly?
Have you run actual temperature tests with this particular filament?
Have you releveled your bed?
I agree with the sugfeations to clean your bed. But i never had to use glue, I just releveld the bed or redid my first layer calibration
@Linsensuppe It happens. My usual solution is to not use a textured PEI plate like that and switch to a cool, engineering, or smooth PEI plate and use some glue stick. That seems to resolve the issue.
Lots of literature on this you can find, as it’s a common issue although mores with PETG. Hard to tell at that mag but your plate looks slightly textured. I love my prusa satin plate but when I have issues like this with a particular filament or print, I go back to my flat nontextured plate, clean it well and apply some glue. Btw, don’t use like an Elmer’s glue stick from your kid’s school supplies. The specialty liquid gluestick products designed for 3d printing are totally worth it imo and a must for tpu.
Y’all don’t glue stick ur prints??? Lmfao
Never needed to



{kind=link}